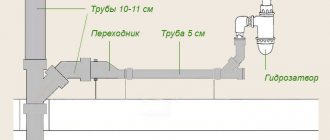
Vykurovanie domu alebo bytu nie je taký jednoduchý inžiniersky systém, ako by sa na prvý pohľad mohlo zdať. Pri vypracúvaní projektu je to potrebné robiť veľa výpočtov, najmä požadovaný priemer potrubia.
Správny výber priemeru je záruka spoľahlivého, pohodlného a efektívneho systému vykurovanie priestorov.
Napríklad kúrenie bez čerpadla, kde chladiaca kvapalina cirkuluje gravitáciou, nemusí fungovať vôbec s príliš úzkymi rúrami a schéma s núteným obehom, keď je priemer príliš malý bude robiť hluk alebo nezohrieva priestory na požadovanú teplotu. Preto by ste mali používať pravidlá výpočtu, ktoré vám umožnia znížiť tepelné straty na minimum.
Odnoklassniki
Druhy valcovania a ohýbania
Valcovaním je možné z rúr vyrobiť výrobok požadovaného tvaru. Pomocou tejto metódy navyše môžete nielen ohýbať výrobok vyrobený z akéhokoľvek kovu, ale aj zmenšiť priemer.
Je možné zmenšiť priemer potrubia pomocou špeciálneho zariadenia.
Ohýbanie a zmena tvaru potrubia sa nazýva valcovanie. Tento proces dostal tento názov, pretože nástrojom, ktorý sa na to používa, sú valčeky.
Valcovanie sa používa na rôzne účely:
- Na zníženie priemeru rúrok vyrobených z rôznych materiálov. Takže môžete deformovať tenkostenné výrobky z nehrdzavejúcej ocele, liatiny, ocele atď.
- Pomocou valcovania môžete výrobok ohýbať. V takom prípade sa musíte ohýbať podľa špeciálnej šablóny.
- Predĺženie a vyrovnanie. To sa však neodporúča, pretože výrobok stráca svoju pevnosť.
- Zväčšenie priemeru. Tento proces sa však považuje za časovo najnáročnejší.
- Pomocou špeciálneho ohýbača rúrok môžete výrobok vlastnými rukami ohýbať do zvitku.
Všetky opísané procesy sa používajú pri výrobe a opravách rúrkových výrobkov. S ich pomocou môžete dokonca vyrobiť prvky ohnuté do kruhu, ktoré zdobia brány z tepaného železa.







Štandardné veľkosti menovitých priemerov rúr
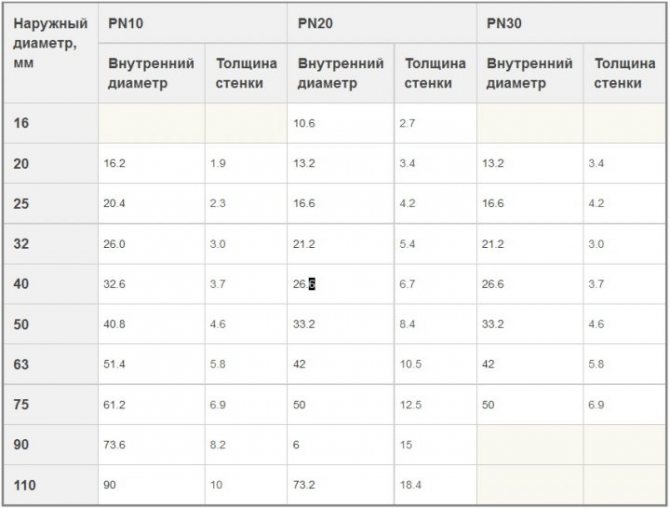
Podľa GOST 28338-89 sú všetky rúrkové výrobky rozdelené na 40 štandardných a 9 špeciálnych nominálnych veľkostí. Všeobecne sa menovitý priemer potrubia môže pohybovať medzi 2,5 - 4 000 mm.

Medzi špeciálne patria valce rúr s priemermi 16, 63 a 160 mm, ktoré sa používajú iba v hydraulických alebo pneumatických systémoch. A typy výrobkov s nominálnou časťou 0,175; 2,6; 3,2; 3,6 a 3,8 metra sa týka valcov na špeciálne účely a nepoužívajú sa v každodennom živote.
Opis podstaty procesu
Valcovanie je dosť komplikovaný proces. V niektorých prípadoch je však celkom možné to urobiť sami. Obzvlášť ľahké je ohýbanie tenkostenných rúr z nehrdzavejúcej ocele a pozinkovania.
Počas stavby kovového potrubia môže byť tiež potrebné zúženie. Táto metóda sa používa, keď potrebujete pripevniť rúrku s väčším priemerom k produktu s menším.
Samokontrakcia prináša určité riziká. Faktom je, že pri takomto procese na potrubie pôsobia dve sily, ktoré smerujú do opačných smerov. Preto sú činnosti, ktoré je možné vykonať s takýmito prvkami, obmedzené niekoľkými faktormi.

Pri zmenšovaní priemeru potrubia je potrebné dodržiavať bezpečnostné predpisy
Aké je obmedzenie použitého tlaku:
- V prvom rade sa berie do úvahy plastickosť materiálu. Čím je plastovejší, tým väčší je polomer, ktorý je možné ohnúť.
- Musíte dávať pozor na to, o koľko tenšiu môžete vyrobiť stenu potrubia pre konkrétny výrobok.
- Je potrebné skontrolovať pevnosť v ohybe konkrétneho kovu.Čím je materiál plastickejší, tým vyšší bude tento indikátor.
- Dôležitý je aj limitný parameter polomeru, prechod z bočnej steny na koniec.
- Musíte tiež venovať pozornosť kvalite povrchu samotného produktu.
Je potrebné zohľadniť každý z týchto parametrov. Pre každú hrúbku steny a pre každý konkrétny priemer je to iné.
Pri redukcii potrubia doma je potrebné pozrieť sa na skutočnosť, že na kovoch sa nevytvára veľké množstvo záhybov. Znižujú silu.




Aký je rozdiel medzi rúrkami vyrobenými z rôznych materiálov?
Kov
Kovové rúry sú vyrobené z ocele a medi. Steny takýchto rúrok sú tenšie ako steny z plastu - s rovnakou vnútornou časťou sú obvodu menšie. Kov nepodlieha difúzii kyslíka a je vhodný pre vysokoteplotné časti vykurovacieho systému. Kovové rúry majú najnižší koeficient lineárnej rozťažnosti. To je dôležité pri zmene teploty v systéme, pretože to ovplyvňuje prípojky: akonáhle teplá voda vstúpi do potrubia, rozšíri sa.
Medené rúry nepodlieha korózii. Môže však vzniknúť v dôsledku galvanického efektu pri spájaní medených rúr s inými kovmi. Náklady na celý systém z medených rúr, spojov a radiátorov sú mimoriadne vysoké. Ale vyzerá to nádherne a slúži to sto rokov (ak sú všetky spojenia v úplnom poriadku). Prebytočné rúry alebo poškodené časti nezmiznú: aj keď zvyšky nie sú vhodné na použitie, je možné ich zlikvidovať ako neželezný šrot.
Oceľové rúry prakticky bez nevýhod, s výnimkou korózie. Životnosť bežnej uhlíkovej ocele vo vykurovacích systémoch nepresahuje 10-15 rokov, takže ak si skutočne vyberiete oceľ, potom nehrdzavejúcu alebo pozinkovanú. Takýto systém bude nákladný, ale kapitálový a nebude vyžadovať jeho výmenu počas celého života. Oceľové rúry sú podstatne ťažšie ako polyméry, čo ovplyvňuje inštaláciu: je ťažšie ich rozrezať na časti, namontovať a spojiť.
Polypropylén
Lacné a odolné vykurovacie potrubie. Spojovacie diely pre polypropylénové rúry tiež stál penny. Ak sa pozriete na proces úprav, zdá sa, že by to zvládol aj začiatočník. Ale niektoré z najbežnejších potrubí majú významné nevýhody.
- Polypropylénové rúry, aj keď sú silné, nie sú plastové - nedajú sa ohýbať.
- Predávajú sa v dĺžkach niekoľkých metrov, takže v takýchto systémoch existuje veľa spojení.
- Tepelná rozťažnosť spôsobuje, že sa vyhrievané polypropylénové rúry predlžujú a ohýbajú. Toto je potrebné zabezpečiť nastavením spojovacie prvky a dilatačné škáry.
- Silné steny. Z tohto dôvodu je pri rovnakom priereze hrubší ako kov alebo kovoplast.
- Kvalita spájkovania spojov musí byť ideálna, inak dôjde k zúženiu priemeru v systéme.
Polypropylénové rúry sú jednovrstvové alebo vystužené - sklolaminát alebo hliník. Výstuž znižuje koeficient lineárnej rozťažnosti. Hliníková vrstva má ďalšiu dôležitú funkciu: bariéru proti difúzii kyslíka.

Prierez polypropylénovým potrubím
XLPE
XLPE alebo PEX - plastový materiál, ľahko sa ohýba, ale neláme sa. To výrazne znižuje počet pripojení v potrubí. Vďaka svojej plasticite je také potrubie takmer nemožné zlomiť, a o to viac, že to urobíte náhodou. Ak je rúrka ostro ohnutá, až kým sa nevytvorí záhyb, potom sa dá ľahko obnoviť jej tvar - stačí toto miesto ohriať horúcim vzduchom. Všetky typy rúrok XLPE majú „pamäťový efekt“. Na ochranu pred difúziou kyslíka sú rúry vo výrobe potiahnuté vrstvou špeciálneho materiálu.
Materiál vďačí za svoje kvality technológii, pri ktorej väzby molekúl polyetylénu získavajú priečne väzby. Dôležitým parametrom zosieťovanej polyetylénovej rúry je podiel (stupeň) zosieťovania.Hovorí o počte zosieťovaní na jednotku objemu polyetylénu. Čím vyšší je tento indikátor, tým je potrubie spoľahlivejšie a tým lepšie je predĺženie pri pretrhnutí. Existujú štyri spôsoby šitia, z ktorých každá má za skratkou PEX písmeno (a, b, c alebo d) - napríklad PEX-a. V PEX-a dosahuje počet zosieťovaných molekúl 75%, v iných typoch je to o niečo menej.
Nevýhody rúrok XLPE možno nazvať vysokou mierou tepelnej rozťažnosti a neschopnosťou dodržať tvar ohybu špecifikovaný počas inštalácie. Preto používajú spojovacie prvky a dilatačné škáry alebo volia skryté tesnenie.
Prierez potrubia XLPE
- Čo ak sa namiesto vody použije nemrznúca zmes?
V pozinkovaných oceľových rúrach sa neodporúča používať nemrznúcu zmes. Nemrznúca zmes postupne ničí vnútornú vrstvu - v chladiacej kvapaline sa môže objaviť sediment. V závislosti od typu môže nemrznúca zmes generovať plyn v potrubí.

Voda alebo nemrznúca zmes?
Kov-plast
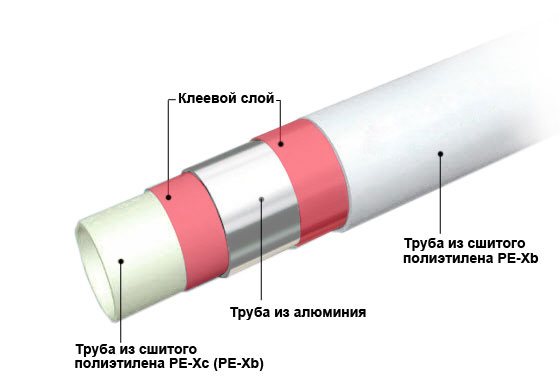
Vystužené plastové potrubie pozostáva z dvoch vrstiev polyetylénu, medzi ktorými je hliníková vrstva, zafixovaná lepidlom. Rúry z vystuženého plastu sú plastové a pamätajú na svoj tvar, takže sa dajú ohýbať. Sú balené do viacmetrových cievok - bez spojov môžete vytvoriť dlhé potrubia. Vďaka nízkemu koeficientu tepelnej rozťažnosti sú viacvrstvové rúry ideálne pre skrytú inštaláciu. Ale aj na otvorených priestranstvách vyzerajú lepšie ako polypropylén - dajú sa vyrobiť dokonale ploché. Vzduch neprechádza kovovou vrstvou, takže sa nemusíte obávať difúzie.
Nevýhody kovoplastu sa prejavujú v potrubiach nízkej kvality. Vďaka zložitému dizajnu lacné remeslá rýchlo chátrajú - vrstvy sa deformujú a rozchádzajú.

Deformácia vo vnútri vystuženej plastovej rúry
- Počul som, že materiál potrubí môže mať vplyv na vodu - je to pravda?
Meď sa bežne nepoužíva na zásobovanie vodou a na úpravu vody. Vo vode sa môže objaviť kovová chuť. A tiež musíte sledovať parametre vody - napríklad tvrdosť a index vodíka (pH). Ak nespĺňajú normy pre medené rúry, nemožno ich použiť.
Ručné ohýbanie nehrdzavejúcej ocele
Takže teraz môžete hovoriť priamo o procese zúženia. To sa dá urobiť buď v továrni pomocou špeciálneho nástroja, alebo doma pomocou improvizovaných prostriedkov.
Môžete použiť kladivo. Túto metódu však nemožno považovať za optimálnu, pretože v takom prípade môže dôjsť k silnému zdeformovaniu potrubia. Znížená časť sa navyše ukáže ako nerovná, čo negatívne ovplyvní pevnosť.
Najlepším spôsobom je použiť špeciálne kliešte. Dajú sa kúpiť v špecializovanom obchode, ale nie sú lacné. Môžete si vyrobiť nástroj vlastnými rukami. Aby ste to dosiahli, musíte si vziať kľúč na rúry, môžete dokonca použiť starý opotrebovaný výrobok. Z neho musíte odstrániť špongiu z pohyblivého ramena a namiesto tejto špongie musíte nainštalovať vložku pod polkrúžok. Ďalej sa vytvorí polkrúžok požadovaného polomeru a namontuje sa na pohyblivé rameno. Ak chcete pokračovať v upínaní rúrok, môžete vyrobiť niekoľko krúžkov s rôznymi priemermi. To zvýši všestrannosť výrobkov.
Ako používať špeciálne kliešte:
- Vezmite kliešte s čeľusťou najmenej s polovicou priemeru objímky. Uchopte vonkajší priemer za hrdlo.
- Maticu klieští priblížte k vodítku zariadenia.
- Pohyblivé rameno je teraz možné otočiť. Robte to dovtedy, kým úplne nezakrýva druhý polovičný obvod.
- Potom so snahou stlačiť obe páčky a otočiť kľúčom o 30 stupňov.
- Všetky tieto kroky sa musia opakovať, kým potrubie nedosiahne požadovaný priemer.

Pred ohýbaním nehrdzavejúcej ocele by ste sa mali najskôr oboznámiť s odporúčaniami špecialistov
Týmto spôsobom môžete dať požadovanú veľkosť. Stojí za to vopred určiť, že táto práca vyžaduje fyzickú silu.
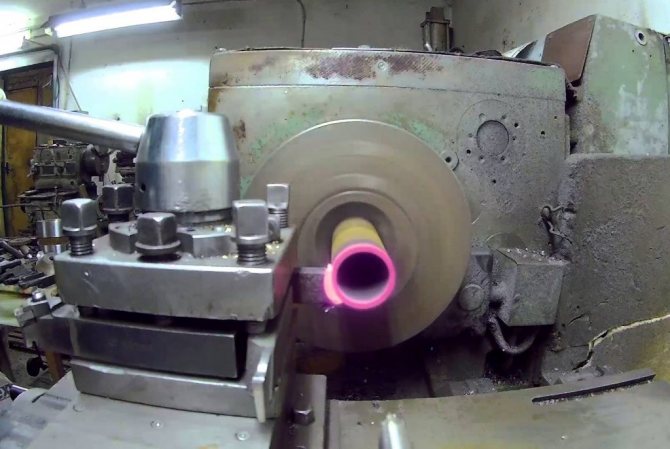
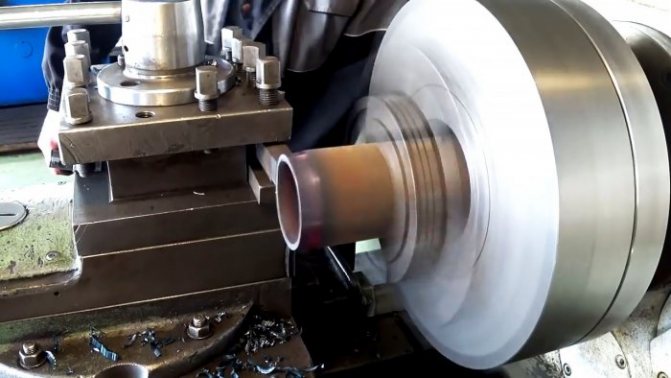
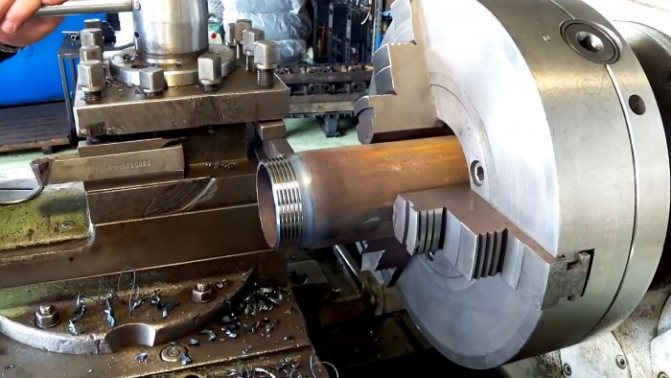
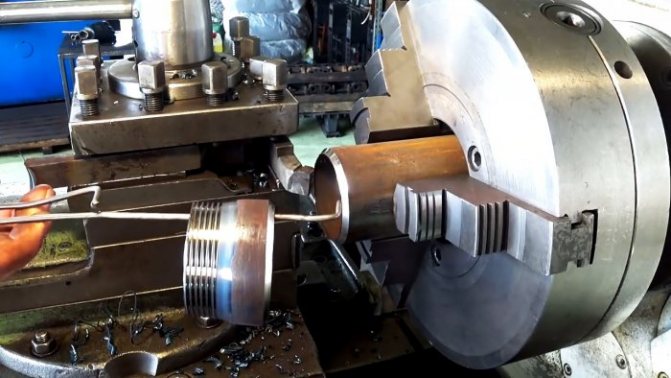
Pomocou sústruhu
Najjednoduchší spôsob zúženia potrubia je špeciálny stroj. Tento proces môže vykonať aj človek, ktorý nemá veľké fyzické sily. V tomto prípade skutočne väčšinu práce vykonáva technik.
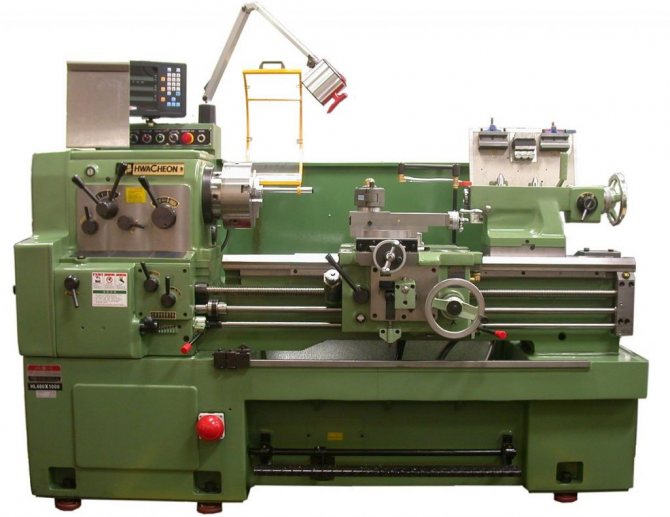
Aby ste mohli pracovať so sústruhom, musíte mať určité zručnosti.
Podľa šablóny sa dá ohýbať nielen kovová rúrka. Takéto zariadenie je užitočné na dodanie požadovaného tvaru kúsku hrubého drôtu. Drôt je možné ohýbať aj ručne.
Poradie:
- Je potrebné potrubie pripevniť k držiaku prístroja. Je dôležité vypočítať hĺbku ponorenia obrobku. Zdvih rukoväte sa musí zhodovať s miestom slepého otvoru.
- Keď zapnete stroj, musíte priviesť rukoväť k potrubiu. Ďalej kliknite na obrobok a začne sa vytváranie slučiek.
- Materiál sa začne zahrievať. To znižuje silu, ale zvyšuje sa ťažnosť materiálu.
- Rukoväť musí mať najmenej 180 stupňov pohybu. A držiaky nástrojov by mali byť najobľúbenejšie veľkosti otvorov.
Počas procesu sa výrobok zahrieva a materiál sa stáva poddajným. Vďaka tomu možno priemer obrobku ľahko zmenšiť na požadované hodnoty. Stlačenie potrubia vlastnými rukami je ťažké, ale možné. Aby ste to dosiahli, musíte si vyrobiť špeciálny prístroj a naučiť sa ho správne používať.
Ako sú označené rúry
Aby bolo jasné, čo je diaľkové ovládanie potrubia, musíte hovoriť o všeobecne akceptovanom označovaní potrubí v súlade s GOST. To znamená, že „DN“ je nominálny priemer a jeho hodnota je uvedená v číselných hodnotách. Napríklad, ak je menovitý priemer potrubia 150 mm, potom sú tieto výrobky označené DN 150.
Poznamenávame však, že skutočné ukazovatele vnútorného úseku rúrok s takýmto označením môžu byť úplne odlišné. Najmä s takýmto označením je možné vyrábať rúry s vonkajšou a vnútornou časťou 156/144 alebo 156/149 mm.

Táto odchýlka je spôsobená skutočnosťou, že GOST poskytuje iba dve štandardné veľkosti profilov - 125 a 150 mm. Následne sú tieto hodnoty prihrávok zaokrúhlené na „konvenčný“ ukazovateľ nahor.
Pretože rúrkové výrobky domáceho a dovážaného pôvodu musia mať rovnakú veľkosť, v zahraničí sa prijímajú rovnaké štandardné štandardné veľkosti a rúrky sú označené DN.