Typy potrubných pripojení
Existuje niekoľko hlavných spôsobov pripojenia plynových potrubí, alebo skôr:
- Zváranie - vykonáva výhradne špecialisti, ktorí majú povolenie na prácu so zváracím strojom. Každý zamestnanec musí mať osobný identifikačný preukaz.
- Závitové alebo tvarové - tiež zahŕňa zváranie svetelných rúrok, pričom zásuvky sú utesnené konopným vláknom. Celý proces práce sa veľmi podobá zapojeniu kanalizačného potrubia. Je potrebné poznamenať, že vlákno je vopred namočené roztokom ľanového oleja alebo sušiaceho oleja. Môžete tiež použiť spojky, ktoré môžu mať dlhý aj krátky závit.
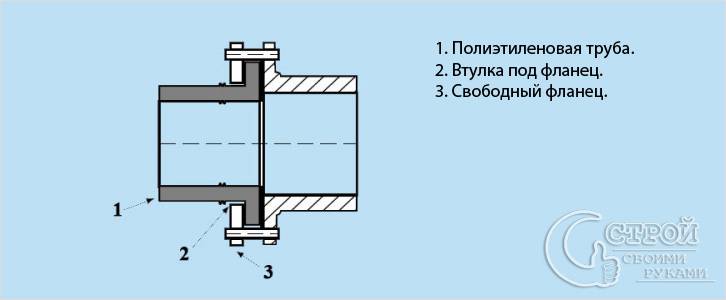
- Prírubové je jednou z najbežnejších metód pripojenia, pretože má pomerne ľahký dizajn montáže. Je pravda, že podľa odborníkov je menej spoľahlivá ako zváranie.
Všetky vyššie uvedené spôsoby pripojenia používajú profesionálni remeselníci používajúci špecializované vybavenie.

Aby ste mohli nezávisle pripájať plynové trubice v dome alebo byte, musíte si pripraviť nasledujúce nástroje a materiály:
- plynový nastaviteľný kľúč;
- kúdeľ a mastnota;
- spojovacie hadice alebo potrubia;
- ak je to potrebné, konektor so závitmi na oboch stranách.

Ak vypnete prívod plynu a odvzdušníte potrubie, ako sa predtým odporúčalo, ďalším krokom je odrezanie nepotrebných častí plynových potrubí. Ak to chcete urobiť, môžete použiť brúsku, a ak nie je k dispozícii, potom je celkom vhodná pílka na kov, ale v tomto prípade bude proces dlhý a komplikovanejší.

Po odstránení nepotrebnej časti plynového potrubia musíte jeden koniec opatrne zvárať alebo spájkovať.
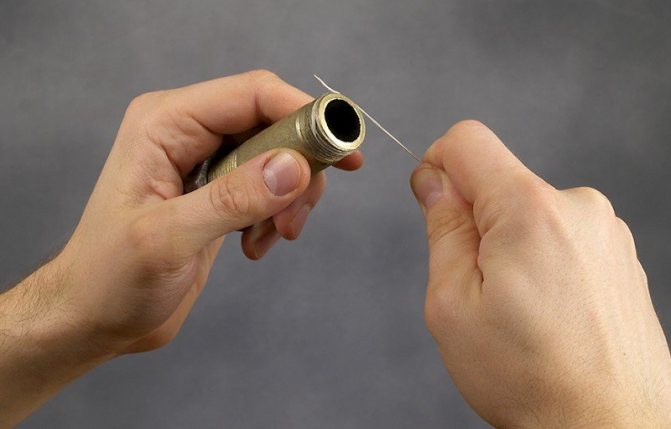
Ak potrebujete pripojiť jeden koniec potrubia k plynovej hadici, budete musieť rezaný kus navliecť. K tomu slúži špeciálna tryska, na ktorú budete musieť niekoľkokrát rolovať.

Ďalej sa na vyrobený závit navíja kúdeľ, ktorý je impregnovaný tukom a pripojený k hadici. Všetky tieto práce sa vykonávajú pomocou plynového nastaviteľného kľúča. Ak plánujete nainštalovať nové potrubie, môžete použiť špeciálny spojovací adaptér. Tento prvok má na oboch stranách hotový závit a maticu, ktorá sa naskrutkuje na hlavné a nové potrubie.

Túto metódu je možné použiť v bytových domoch, musíte sa však len uistiť, že nedochádza k únikom. Aby ste to dosiahli, musíte otvoriť prívod plynu a potom na všetky spoje potrubia naniesť mydlový roztok.
Ak ste nikdy takúto prácu sami nerobili, je najlepšie zveriť tento podnik profesionálom.
Pripojenie plynového potrubia
Pre plynovody s prierezom ½ - 2 sa zvyčajne používajú oceľové rúry nadrozmerných rozmerov so zváranými švami. Bezšvíkové rúry sú vhodné pre väčšie prípojky v plynovom systéme. Najlepšie je položiť podzemné potrubia z bitúmenovej ocele bez švov, ktoré nemajú zvárané, ale závitové spoje. Princíp adhézie v ich častiach je podobný ako princíp používaný vo vodovodnom potrubí (podľa typu armatúry). V tomto prípade sú zásuvky utesnené modernými tmelmi alebo ľanom so špeciálnou impregnáciou.

Je nežiaduce utesniť uzatváracie kohúty plynovodov, pretože v takom prípade bude problematické ich otvoriť v prípade urgentnej potreby. Takéto kohútiky by mali byť navzájom pevne spojené a zatvorené ručne alebo kľúčmi.V suteréne sú rúry spojené svorkami a konzolami a tam, kde prechádzajú cez stenu, sú chránené špeciálnym krytom. V škvárobetónovom murive je povrch plynovodu navyše pokrytý izolačným antikoróznym náterom.
Tmely pre plynové potrubné prípojky sú nevyhnutné kompozície a zariadenia, ktorých použitie nemožno ignorovať. Poskytujú správnu úroveň spoľahlivosti spojov a umožňujú predĺžiť životnosť zariadenia.



Domáce utesnenie potrubia
Vetranie v bytoch a vidieckych domoch sa vykonáva tenkostennými prvkami. Vzduchové kanály sú často vyrobené z obdĺžnikového prierezu alebo z vlnitej rúrky. Na takýchto spojoch nie je možné závitovanie. Preto sa utesnenie ventilačných spojov vykonáva inými spôsobmi:
- cez príruby,
- zavedenie obväzu,
- rozšírená metóda s vložením jedného potrubia do druhého.
Pre nekruhové kanály sa najčastejšie používa prírubové spojenie. Tesnenie sa vykonáva pomocou tesnení vyrobených z mäkkého materiálu, napríklad z penovej gumy. Tvar tesnenia sa musí zhodovať s časťou potrubia.
Pri iných metódach sú dutiny tvorené po pripojení k vzduchovodom vyplnené tmelom podľa jeho teplotných charakteristík zodpovedajúcich prevádzkovým podmienkam vzduchového potrubia. Niekedy je potrubný spoj zabalený samolepiacou páskou.

Svorky na obväzy používané na spájanie okrúhlych potrubí
Aplikácia FUM
Pásky a závity FUM sa používajú na utesnenie závitových pripojení pre prívod teplej vody (TÚV), vykurovacie systémy (CO) a prívod studenej vody (HVS). Používajú sa tiež pri pripájaní plynových zariadení k plynovodu.
Fluoroplast je plastový a pevný materiál s bodom topenia nad 400 stupňov, odolný voči kyslíku a korozívnym kvapalinám. Niť a páska vyplňujú nerovnosti nite a utesňujú spoj. Tesniace pásky FUM sa vyrábajú so šírkou 10–16 mm a hrúbkou 0,08–0,12 mm., FUM závity - s priemerom 0,4–1,5 mm. Pri poklesoch teploty a vibráciách sa FUM deformujú a závitové spojenie netesní.
Hrúbka navíjania pásky závisí od priemeru rúrky a hrúbky pásky. Pre rúry s priemerom do 20 mm sa navíjajú 2-3 vrstvy pásky s hrúbkou 0,12 alebo 1-1,5 vrstvy nite. Pre rúry s priemerom do 40 mm sa navíja 5-6 vrstiev alebo 2-3 vrstvy závitu. U rúr s priemerom nad 40 mm je navinutých 8 alebo viac vrstiev pásky alebo 5 alebo viac vrstiev nití. Pre hlavné potrubia je vhodnejšie použiť pásky so silikónovými tmelmi.

Ak je závit hrdzavý, hrúbka vinutia sa zdvojnásobí. Pred navinutím pásky je závitový spoj vyčistený železnou kefou a vyfúknutý stlačeným vzduchom. Páska a niť sa navinú na rúrku alebo niť tvarovky s interferenčným uložením silou 0,5 - 1 kg v smere hodinových ručičiek. Na utesnenie závitových pripojení plynových spotrebičov ho naviňte proti smeru hodinových ručičiek.
Zúžené od okraja kĺbu. Ak sú na vláknach po odstránení hrdze viditeľné jamky a poškodenia, použite iný tmel. FUM sa používa na utesnenie neporušených závitových spojov.
Na utesnenie vykurovacích potrubí nepoužívajte FUM. Zmeny teploty poškodia FUM, dôjde k úniku spojenia a únik vody alebo pary z vykurovacieho systému spôsobí popáleniny.
Používa sa páska FUM na utesnenie potrubí na paru a vodu? Nie, skúsení inštalatéri utesňujú takéto spoje iba ľanom (kúdeľ) a tmelom.
Ako pečať
Na utesnenie závitových spojov je k dispozícii veľa druhov tesnení. Stuha „dym“, ľan, „tangit“ - niekedy oči vybehnú z výberu. Nedávno sa objavila novinka - anaeróbny tmel na závitové spoje (nezamieňajte ho, prosím, s ľanovou pastou), čo výrazne zjednodušuje postup.
Anaeróbny tmel má niekoľko významných nevýhod: 1.Pripojované diely musia byť suché a čisté - to môže predstavovať vážny problém pri opravách a výmene dielov v pracovnom systéme. 2. Trvá určitý čas, kým sa tmel vytvrdí, hoci je to nevýznamné, ale spomalí to celý proces inštalácie. Okrem toho existuje dôvod domnievať sa, že spojené časti by nemali byť pri následných opravách nijako rušené. Všeobecne je takéto riešenie vhodné pre začiatočníka, pre menšie opravy. Tento materiál nie je pre profesionála celkom vhodný.
Poznámka: Dobrý inštalatér sa pripojí k niektorému z vyššie uvedených tesnení a nebude unikať. Zameriame sa na časovo overený materiál, ktorý používa drvivá väčšina špecialistov: sanitárny ľan a na to nalepiť
.
Ľan sa dá vo všeobecnosti použiť bez investičnej pasty, ale všeobecne zvyšuje spoľahlivosť spoja a zjednodušuje činnosť. Ľanové vlákna majú tendenciu časom hniť alebo vysychať na teplovodných potrubiach - pasta týmto problémom predchádza. Dôležitou vlastnosťou pasty je schopnosť udržiavať tlak vo voľne skrútenej nite.
Navíjacia páska na závitoch rúr
Táto operácia sa vždy vykonáva s vonkajším závitom. Ak sa opravy vykonávajú s výmenou armatúry, musia sa potrubné závity dôkladne očistiť od nečistôt a hrdze, odmastiť acetónom alebo lakovým benzínom, vysušiť na vzduchu asi 10 - 12 minút. Ako používať finišer rúr na zaistenie jeho účinnosti:
- tesnenie musí byť navinuté na závit z jeho zadného konca;
- páska FUM sa nanáša v smere jej zostupu, to znamená, že jej koniec by mal byť umiestnený v smere zaskrutkovania tvarovky;
- navíjanie sa vykonáva s napätím, ktoré zaisťuje pevné uchytenie profilu závitu rúrky; je lepšie nechať pásku pretrhnúť, ako vykonať voľné navíjanie;

Ak nie sú také zárezy, musíte si ich urobiť sami.
FUM páska na potrubie je moderný a najčastejšie používaný nástroj na utesnenie spojov v potrubiach na rôzne účely. Výrobky s káblovým pripojením FUM, ktoré sa objavili v posledných rokoch, neposkytujú nijaké špeciálne výhody ani v aplikačnej technológii, ani v efektívnosti.
Aby ste pochopili, ako používať pásku FUM na plynové potrubia, musíte brať do úvahy vlastnosti materiálu a vhodným spôsobom ho aplikovať.
Pozri si video
Alternatívne materiály - kúdeľ z ľanových semien
Používajú sa rôzne tesnenia vrátane vlákien lykových vlákien a rôznych tmelov.
Jedným z prvých tesniacich materiálov, ktoré našli široké použitie pri inštalácii potrubí, je kúdeľ. Toto je názov ľanových vlákien vo forme prameňov navinutých na vonkajšom vlákne rúry dodnes.
V takom prípade je dôležité, aby ste ho pozdĺž zákrut úhľadne navinuli a vyplnili tak celý rezný profil. Pre spoľahlivejšie utesnenie je vlečný valec pokrytý ďalšími materiálmi, od hrubého laku po špeciálne vyvinuté tmely
Výhody utesnenia inštalatérskych kĺbov vleku sú nasledujúce:
- schopnosť upraviť párenie na danom mieste - je povolené odskrutkovať tvarovku v opačnom smere v uhle až 45 stupňov bez straty izolačných vlastností;
- dostatočne spoľahlivá tesnosť a schopnosť absorbovať vlhkosť;
- spoj je odolný voči mechanickému namáhaniu;
- ľahká demontáž spojov.
Medzi nevýhody patrí tendencia k rozkladu v dôsledku hnilobných procesov, pretože materiál patrí k organickým produktom.
Video
Na otázku výberu spôsobu utesnenia závitového spojenia neexistuje jednoznačná odpoveď. Nepochybnou výhodou použitia pásky je pripojenie konzolových prvkov, ako sú kohútiky alebo mixéry, potrubné spojky sa najlepšie vykonávajú pomocou vodovodného kábla.
Tesniace materiály
Nielen zvyšuje nepriepustnosť spojovacej oblasti, ale tiež výrazne zvyšuje jej schopnosť odolávať mechanickému namáhaniu
Čo je v potrubných systémoch veľmi dôležité kvôli neustálym účinkom vibrácií a vodnému rázu
Tmel vytvrdzuje pri kontakte so vzduchom alebo o doliehajúce sa povrchy závitového spoja, pričom pracuje ako lepidlo a transformuje zostavu na monolitickú časť.
Najbežnejšia metóda klasifikácie je podľa farby a toto rozdelenie má dve hlavné polohy:
- modrá - predstavuje stredne silné tmely. Je schopný výrazne znížiť intenzitu procesu oslabenia nite. V praxi bude pre najmenšie oslabenie kĺbu potrebné dlhodobé vystavenie vážnym zaťaženiam striedavého charakteru. Ale pri použití modrých tmelov je stále možné závit otočiť, aj keď s veľkými ťažkosťami;
- pri použití červených tmelov sa takáto operácia bez zahrievania nejaví realistická. S takým gélom je štruktúra jednoducho zlepená. Pre potrubie sa používa v miestach so silnými vibráciami (od čerpacieho zariadenia) a s možnosťou vodného rázu.
Záver
Páska FUM pre plynové potrubia je jednou z hlavných metód utesnenia spojov počas inštalácie potrubia. Tu uvedené spôsoby použitia dymu plynového potrubia zohľadňujú všetky hlavné vlastnosti materiálu, nevylučujú však kreatívny prístup umelca k tejto dôležitej operácii. Malo by sa chápať, že plynovod je zdrojom zvýšeného nebezpečenstva.
Video
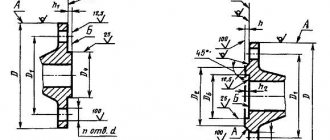
Typy odpojiteľných pripojení
Medzi typy odpojiteľných štruktúr patria stierkové a obojsmerné vlákna.
V pevných častiach potrubia sa používa spojenie pomocou stierky. Jeden koniec rúrky má dlhý závit, druhý krátky. Dlhé nite sú opatrené poistnou objímkou. Potom sa spojka posunie skrútením na krátkom závite až na doraz a dotiahne ju poistnou maticou.
Dôležité! Pri spojoch s obojsmernými závitmi sa spojka naskrutkuje na obe rúrky naraz. Ale závity týchto rúrok sa musia rozchádzať v rôznych smeroch, aby sa pri skrútení spojky mohli zbiehať.
Aké metódy sa používajú na utesnenie kĺbov. Všetky tvarovky z oceľových rúrok sú starostlivo utesnené. Ak sú obe časti potrubia rovnaké, použije sa na to tesnenie. Tesnenie je ideálne, ak sa používa prevlečná matica.

Ako tesnenie sa používajú aj rôzne tesnenia vo forme ľanu, azbestu, červeného olova alebo grafitového tmelu a tiež bielenia. Pri inštalácii valcových rúr so závitom, ktoré sa používajú na prepravu horúcej vody do sto stupňov vody alebo chladu, sa medzi prvky položí ľanový prameň upravený bielym alebo červeným olovom zmiešaným so sušiacim olejom. Pre potrubia, cez ktoré voda prechádza cez sto stupňov, je ako tesniace tesnenie vhodné použitie šnúry z azbestu a ľanu impregnovaného grafitom zmiešaným so sušiacim olejom.
Pred naskrutkovaním spojky sa závit rúrky spracuje červeným alebo bielym olovom. Ľanová niť sa navíja pozdĺž nite, pričom sa začína od konca konštrukcie potrubia v rovnomernej vrstve, aby nedochádzalo k prasklinám a zároveň vrstva nie je hrubá. Ľanový prameň musí byť vopred dobre vysušený a dobre vyvaľkaný, aby sa každé vlákno ľahko oddelilo. Ďalej je niť dobre namazaná červeným olovom.
Dôležité! Závit by nemal visieť na konci potrubia alebo by nemal do potrubia prenikať, čo by malo za následok upchatie potrubného systému.
Spojka sa naskrutkuje na utesnenú časť potrubia ručne, potom sa omotá pomocou nastaviteľného kľúča.
Armatúry pre pripojenie musia byť priskrutkované až na doraz a vyvíjať sily až do vyčerpania závitu. Na tomto mieste má rúrka kvôli nedokončenému závitu kužeľovitý tvar, konštrukcia je teda tesná. Pri zaskrutkovaní krátkeho závitu na doraz na oboch stranách sa spojka nemôže pohybovať, ak sa potrubie pri zmene teploty roztiahne. Na oboch stranách je podopretý rúrkovými profilmi bez závitov.
Pre tlakové odpadové vody sa používajú kužeľové závitové prípojky. Pri zaskrutkovaní sú konce rúrok pevne stlačené, s výnimkou medzier, utesnenie sa vykonáva pomocou syntetických tmelov.
Pomocou pásky FUM pre tesnenie musíte vyčistiť závit a potom naskrutkovať spojku. Ak tesnenie nie je kvalitné, stojí za to vymeniť tesniaci materiál. Najskôr odstráňte pásku zo závitu, nasaďte ďalšie tesnenie a spojte prvky.
Dôležité! Ak je počas inštalácie potrebné použiť zváranie ktorejkoľvek časti, potom by sa páska FUM mala navinúť až po zváraní.
Boj proti úniku
Oprava úniku vykurovacieho systému pomocou tesniacej hmoty je kontrola úniku chemikálií.
Uvedený nemecký tmel sa pri riešení tejto dilemy ukázal ako vynikajúci. Používajú sa aj také prostriedky:
- Dvojzložkové epoxidové živice.
- Silikónové lepiace zmesi.
- Žiaruvzdorné zmesi na báze gumy.
Ich algoritmus:
- Poškodené miesto je odmastené, vysušené, pokryté tenkou vrstvou tmelu.
- Ďalej je obalená serpyankou. Serpyanka zosilňuje utesnenú vrstvu.
- Serpyanka je už pokrytá tmelom. Akcia sa opakuje.
Ak sa použije silikónový prostriedok, na brúsenie poškodeného miesta nie je potrebné používať nijaké abrazíva. A tento typ tmelu sa lepšie drží na hladkom povrchu.
Zváranie plynovodov
Zváranie plynových potrubí pod tlakom vykonávajú vysokokvalifikovaní zvárači, ktorí majú na tieto práce certifikáty.
Ručné oblúkové zváranie a odporové zváranie neposkytujú spoľahlivú koróznu odolnosť oblasti spoja
, tieto nevýhody odstraňuje iba metóda zvárania tlakom.
Zváranie v špeciálnom zváracom zariadení sa vykonáva nasledujúcim spôsobom: - potrubie sa vedie pozdĺž valčekových stolov, až kým sa nezastaví proti dorazu nepohyblivej svorky a tam sa rúrka upne. Druhé potrubie je vedené úplne do prvého potrubia, potom je upnutá pohyblivá svorka; - špeciálny mechanizmus reguluje rozdiel hrán a pohyblivým mechanizmom sa v kĺbe vytvorí predbežný tlak; - pozdĺžnym a priečnym pohybom strmeňov vykurovacej jednotky sa induktor najskôr nastaví na kĺb a potom sa uzavrie; - zapnite zdroj indukčného ohrevu a po dosiahnutí teploty zvárania časové relé vypne zdroj ohrevu; - čas na zváranie jedného spoja nie je dlhší ako jedna minúta; - je vydaný príkaz na rozrušenie zváraných rúr, po rozopnutí upínacích zariadení sa pohyblivá svorka vráti do svojej pôvodnej polohy a zariadenie je pripravené na prijatie novej rúrky.
Táto metóda zvárania sa používa v plynárenskom priemysle na spájanie čiernych rúrok a rúrok s vnútorným antikoróznym povlakom.
Zváranie plynových potrubí
Na zarovnanie potrubí je možné použiť zariadenia na zváranie elektrickým oblúkom a plynom. Najskôr sa pripravia okraje rúrok, ktoré sa majú spojiť. Ak chcete získať vysoko kvalitný šev, musia byť vyčistené od akejkoľvek kontaminácie. Potom musíte urobiť skosenie. Umožňuje vám získať silný a pevný šev, pretože roztavený kov úplne vyplňuje oblasť spoja.
Vo väčšine prípadov sa používa ručné alebo poloautomatické zváranie elektrickým oblúkom. Pri zváraní elektrickým oblúkom je optimálny priemer elektródy od 3 do 4 mm. Hrúbka steny plynovodu by nemala byť väčšia ako 5 mm. Okrem prípravy okrajov (najmenej 1 cm širokých) je potrebné urobiť skosenia.Ďalej sa centrovanie a lepenie vykonáva rovnomerne na 3 - 4 miestach. Potom sa zváranie vykonáva v 2 vrstvách. Aby ste dosiahli tesné utesnenie, je pri vytváraní konečného švu dôležité zachytiť priľahlé oblasti výrobkov.
Pri zváraní plynom zvyčajne postačuje jeden prechod. Hrúbka steny plynovodu by nemala byť väčšia ako 4 mm. V opačnom prípade sa oblasť švu prehreje, čo negatívne ovplyvní pevnosť spoja. Aby sa zabránilo nedostatočnému prieniku, musí sa koniec švu vykonať s určitým presahom. Pri výbere doplnkového materiálu by sa mala brať do úvahy kvalita ocele plynového potrubia.
Požiadavky na plynové tmely
Aby bolo možné úplne vylúčiť únik plynu v miestach pripojenia plynovodného systému, je potrebné, aby vinutie spĺňalo nasledujúce požiadavky:
- odolnosť proti vibráciám rôznej intenzity;
- odolnosť voči náhlym zmenám teploty a vnútorného tlaku;
- ochrana spojenia pred tvorbou korozívnych usadenín;
- ľahká inštalácia a demontáž v prípade opráv;
- trvanlivosť a dlhé obdobie používania.
Všetky tesniace materiály musia byť odborníkmi skontrolované na pevnosť a musia byť certifikované pre práce v systémoch dodávky plynu.
Druhy a podmienky tesnenia
Pri kladení potrubí pre rôzne typy potrubí je potrebné izolovať škáry. Výnimkou sú iba zvarové spoje, ale to je tiež ich nevýhoda - sú jednodielne. A kĺby pomocou závitov uľahčujú výmenu poškodenej oblasti alebo vloženie nového zväzku.
Preto je potrebné utesnenie závitových spojov rúrok:
- dodávka teplej a studenej vody,
- plynovody,
- kúrenie.
V praxi sa závit používa v potrubiach s malým priemerom - vo vnútorných rozvodoch doma a v byte, vidieckych chatách a pri kladení sietí do samostatných budov s nízkou spotrebou vody a plynu. Pre prívod vody a vykurovacie potrubie s veľkým priemerom sa používajú prírubové spojenia a zváranie.
Vetracie kanály majú spravidla veľký prierez a sú vyrobené z tenkostenného plechu alebo vlnitých rúrok. Preto sa v nich nepoužívajú závitové spojenia, ale utesnenie spojov je stále potrebné.
Pri výbere spôsobu utesnenia potrubných spojov je potrebné vziať do úvahy ich vlastnosti a podmienky, v ktorých budú fungovať:
- Vonkajšia teplota média a vnútorné médium v potrubí. Niektoré druhy tmelov strácajú svoje vlastnosti pri zvýšených teplotách alebo v mraze.
- Tlak v potrubí. Tekuté izolátory je možné vytlačiť zo spoja pri vysokej hlave.
- Priemer potrubia.
- Konečná pevnosť spoja. Toto je úsilie potrebné na demontáž izolovaného spoja v prípade jeho opravy alebo opätovnej montáže.
- Bezpečnosť životného prostredia. Pri kladení potrubí na pitnú vodu nepoužívajte látky, ktoré môžu vypúšťať toxické zlúčeniny.
Väčšina prostriedkov a látok použitých na utesnenie sa podľa týchto parametrov hodí do rozsahu potrebného na spájanie potrubí pre domácnosť. Pri utesňovaní spojov plynových potrubí je však nevyhnutný obzvlášť starostlivý výber. Porušenie tesnosti vo vodovodných potrubiach je badateľné od začiatku na stopách netesností v spojoch. Úniky plynu sa vizuálne neprejavujú a môžu zostať dlho nezistené.
Druhy potrubí

Polyetylénové plynové potrubia
Do určitého bodu sa na plynové potrubie používali bezšvíkové kovové rúry. Ich životnosť je však obmedzená v dôsledku korozívnych účinkov, ktorým sú vystavené v dôsledku zrážok a iných faktorov. Preto spolu s nimi začali používať aj:
- Polyetylén. Materiál, ktorý je oveľa lacnejší na výrobu ako ťažba kovov, je odolný aj voči návrhovému tlaku v sieti.Vysoká pružnosť, ako aj tesnosť kĺbov, je veľmi užitočná v pôdach, ktoré sa dvíhajú. Plast je dielektrikum, a preto nevedie prúd. Toto je kľúč k bezpečnosti v prípade problémov s elektrickou sieťou.
- Guma. Vo väčšej miere sa tento materiál používa na pripojenie centrálneho kanála k spotrebiteľovi, či už ide o kotol, plynový ohrievač vody alebo niečo iné. Je vybratá kompozícia, ktorá nevyschne v dôsledku vystavenia slnečnému žiareniu.
- Nehrdzavejúca oceľ. Presnejšie povedané, oplet je vyrobený z tohto materiálu. Vnútorná trubica je z PVC.
- Meď. Nedávno bol oficiálne schválený pre nízkotlakové potrubie. Výhodou je odolnosť proti korozívnym účinkom vody a iných látok.

Oceľový plyn
Výber produktu bude závisieť od konkrétnych podmienok a už nainštalovaného systému.
Vlastnosti montáže komína pre plynové spotrebiče
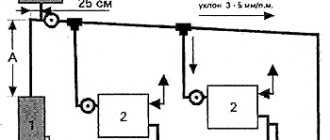
Pri inštalácii plynových vykurovacích zariadení, ako aj olejových radiátorov je potrebné venovať náležitú pozornosť otázke kompetentnej organizácie odstraňovania produktov spaľovania z priestorov. A je to správne, pretože okrem vytvárania bezpečného prostredia pre ľudí zvyšujú aj účinnosť samotných vykurovacích zariadení, prispievajú k ich produktívnejšej a ekonomickejšej prevádzke.
Na určenie priemeru výstupného kanála plynu je potrebné vziať do úvahy:
- Množstvo produktov spaľovania.
- Výkon vykurovacieho zariadenia.
- Teplotný rozdiel medzi vonkajším vzduchom a produktmi spaľovania.
- Výška komínového potrubia.
Inštalácia výfukových potrubí pre plynové spotrebiče sa v súlade s pravidlami vykonáva vedľa vnútorných stien a v blízkosti priečok z nehorľavých materiálov. Ak je to potrebné, je povolené ich inštalovať aj do vonkajších stien, tiež z nehorľavých materiálov. V takom prípade sú steny zvonku izolované, aby sa zabránilo vzniku kondenzácie počas odstraňovania produktov spaľovania. Ak v miestnosti nie je žiadna stena vhodná na umiestnenie výfukového potrubia, musíte pre plynový spotrebič použiť hlavné alebo horné potrubie.

Rúry musia byť opatrené najviac otvoreným prístupom.
Inštalácia plynových zariadení, ktoré nie sú napojené na dymovod, sa vykonáva výhradne na mieste, kde bude pre každý horák vyhradených najmenej 5 m3 voľného miesta. Malý ohrievač vody, ktorý nie je vybavený produktom spaľovania výfukových plynov, musí byť odvádzaný najmenej 6 m3. Plynový ohrievač vody pre sprchu alebo kúpeľňu musí mať odťah spalín a voľný priestor najmenej 10 m3.
Ak v miestnosti, kde sa inštaluje plynový sporák, nie je dostatočný objem, musí sa nad ním urobiť ventilačný výstup. Pretože plynové spotrebiče používajú vzduch zo spaľovacej miestnosti, musí byť voľne prístupný. Za týmto účelom je pod dverami podlahy ponechaná malá medzera (plocha medzery je odvodená z výpočtu: na každých 1 000 kcal / h výkonu plynového zariadenia je potrebných najmenej 10 cm2).
Všetky vykurovacie zariadenia, plynové ohrievače vody atď. vybavené poistkou na vypnutie plynu v prípade uhasenia požiaru.
Inštalácia plynových ohrievačov sa musí vždy vykonávať s pripojením na komín, okrem jedného: ak ide o ohrievač s uzavretou spaľovacou komorou. V takom prípade sú výstup spalín a prívod vzduchu do horáka oddelené od miestnosti. Na dvojicu plynových spotrebičov na jednom poschodí s prietokom plynu 8 m3 / h je možné pripojiť komín s prierezovou plochou 200 - 220 cm2. Vzdialenosť medzi vstupmi do komína na výšku musí byť minimálne 30 cm. Na pripojenie štyroch plynových spotrebičov z jedného bytu s prietokom plynu 12 m3 / h je potrebné použiť komín s prierezom najmenej 300 cm2 je potrebná na jednom poschodí.Pripojenie plynových spotrebičov s jedným komínom na rôznych poschodiach je neprijateľné.
Komíny pre plynové spotrebiče sú umiestnené nad strechou rovnako ako bežné komíny. Keď pri rekonštrukcii domu nie je možné použiť starý komín na odvod splodín horenia, vytvorí sa nový komín z rúrok, ktoré sú spojené so zadnou fasádou domu. Tieto rúry sú vyrobené z pozinkovaných oceľových plechov a na rozdiel od rúrok na odvod splodín horenia kvapalných a tuhých palív sú spojené so spojmi, ktoré smerujú opačným smerom ako je pohyb plynov.
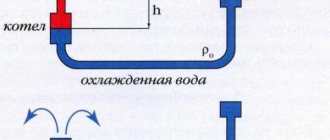
Pri opravách alebo reštrukturalizácii, keď môže dôjsť k narušeniu tesnosti plynových potrubí, je potrebné na konci práce skontrolovať ich neporušenosť. Za týmto účelom sa do potrubí privádza vzduch pri tlaku, ktorý je dvojnásobkom tlaku, ktorý je v nich nevyhnutný pri prechode plynu (približne 500 mm vodného stĺpca).
Pred kontrolou musíte zavrieť kohútiky. Ak do piatich minút poklesne tlak v potrubí o viac ako 20 mm vody. Čl., Potom musíte hľadať poškodenie v potrubí (údajné miesta poškodenia musia byť navlhčené mydlovou vodou). Rovnakým spôsobom sa kontroluje tesnosť plynovodu na skvapalnený plyn pod tlakom vody 1 200 mm. Čl.
Na rúry, ako aj na spojovacie a odbočné tvarovky sa používajú závitové spojenia. Ale jednoduchosť a spoľahlivosť spojenia akýchkoľvek potrubí pomocou vlákna stále nezabezpečuje úplnú nepriepustnosť. Preto je povinným doplnkom utesnenie rúr vo všetkých bodoch závitových spojov. Iba táto kombinácia môže vytvoriť spoľahlivé spojenie.
Zvárané spojenie
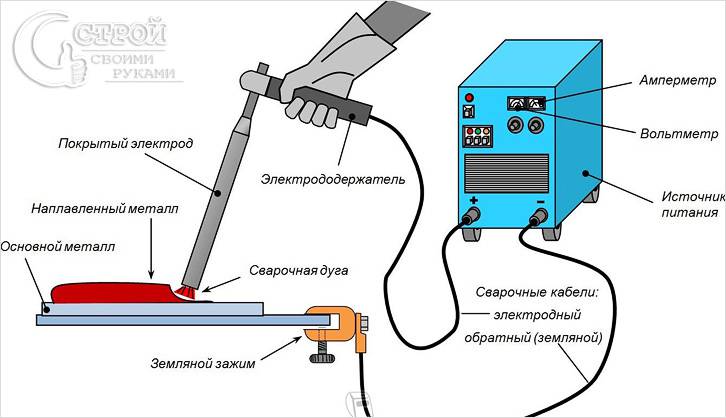
Oblúkové zváranie
Koncept zvarového spoja sa uplatňuje tak na kovové rúry, ako aj na polyetylénové rúry. Na vyriešenie prvého problému pomocou metódy oblúka budete potrebovať nasledujúce nástroje:
- invertorový alebo transformátorový zvárací stroj;
- elektródy;
- ochranná maska;
- rukavice;
- kladivo alebo kefa na spracovanie švu.
Práce sa vykonávajú týmto spôsobom:
- Pokiaľ je to možné, je lepšie polotovary dobre zafixovať. To je nevyhnutné pre pohodlie pána.
- Aby sa zaručila úplná tesnosť, je potrebné medzi rúrkami ponechať medzeru 2 mm. To umožní tečúcemu kovu držať sa na koncoch.
- Fixácia sa vykonáva malými pripináčikmi na niekoľkých miestach.
- V hlavnom procese by mala byť elektróda vedená zdola nahor.
- Je dôležité zabezpečiť, aby nedošlo k prehriatiu. Dôsledkom toho môže byť zbytočné namáhanie kĺbu, ako aj horenie kovu v jeho blízkosti.
- Niektorí remeselníci vložili dva stehy. Jeden slúži na vyplnenie priestoru a druhý slúži ako istič.
- Neodklepávajte odpad okamžite. Mali by ste počkať najmenej 15 sekúnd. Nastane teda nevyhnutný záchvat a nebudú žiadne mikrotrhliny.
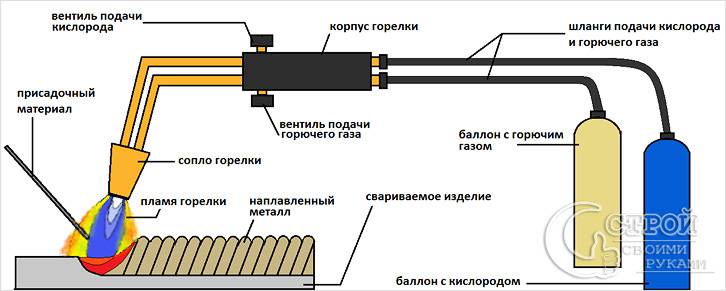
Zariadenie na zváranie plynom
Pri použití plynového zváracieho zariadenia budú požiadavky na upevnenie obrobku rovnaké ako v predchádzajúcom prípade.
- Prvým krokom je otvorenie prúdu z kyslíkovej fľaše, potom z plynného acetylénu.
- Ak je v hadiciach vzduch, nemusí dôjsť k okamžitému zapáleniu.
- Plameň je regulovaný na požadovanú hodnotu.
- Miesto na zváranie sa dobre zahreje.
- Potom sa vytvorí špeciálna elektróda. Je potrebné ho viesť tak, aby tvoril príliv, ale netečie dole.
- Na konci procesu sa časť ochladí.
Poznámka!
Spoločná kontrola akejkoľvek možnosti pripojenia sa vykonáva jedným jednoduchým spôsobom. Pripravuje sa mydlové riešenie. Mal by dobre peniť. Aplikuje sa na požadované miesto. Ak sa objavia bubliny, potom existuje fistula. Je prísne zakázané vykonávať test s otvoreným ohňom. Môže to byť výbušné.
Pre polyetylénové rúry existuje aj koncept zvárania, ale vykonáva sa inou metódou.V takom prípade sa používa prístroj, ktorý je schopný dodávať na výstup nízke napätie a regulovať požadovanú teplotu. Hlavnou v tomto prípade je ale spojovacia armatúra. Jeho dizajn zahŕňa vykurovacie teleso. Postupom procesu začne taviť priestor okolo seba, čo vedie k vytvoreniu homogénnej hmoty, ktorá po vytvrdnutí utesní šev.

Elektrofúzne zváranie
Podrobné riešenie vyzerá takto:
- Konce rúr sa pripravujú. Za týmto účelom sú rezané pomocou špeciálnej rezačky. To nemôžete urobiť pomocou píl na železo. Roviny musia byť absolútne ploché, bez zlomených skosení a otrepov.
- Z okraja je urobená značka. Vzdialenosť k nej sa rovná polovici veľkosti tvarovky plus 2 cm.
- Pomocou špeciálneho škrabáka alebo stroja sa eliminuje vrstva oxidu. Malo by sa to robiť rovnomerne, hlbšie do rovnakej veľkosti. Pre ľahšiu navigáciu môžete nakresliť ďalšie kolmé čiary, ktoré budete po ich orezaní ľahko posúdiť.
- Všetky otrepy a hobliny sú vylúčené.
- Dokovacie plochy sa utierajú vhodným rozpúšťadlom alebo obrúskom s alkoholom.
- Kovanie sa nasadí až po vyznačenú značku. Ak je jedna z rúrok nehybná, potom je objímka tepaná do plnej veľkosti. Druhý prvok je privedený a konektor je opatrne posunutý, aby sa trysky rovnomerne uzavreli.
- Zátky zo zváracieho stroja sú spojené s kontaktmi spojky.
- Optický skener prečíta informácie vytlačené na čiarovom kóde a zaháji proces.
- Jednotka sama určí, aká teplota a napätie sú potrebné a aké dlhé bude chladenie. Je dôležité plne vydržať všetky fázy. Iba v tomto prípade môžeme hovoriť o spoľahlivosti.
- Po dokončení sa na miesto zvárania nevyhnutne použijú všetky informácie o čase, dátume, operátorovi, teplote a napätí.
Takéto nástroje sa zvyčajne používajú na hlavných častiach, kde priemer potrubia presahuje 80 mm.
Proces elektrofúzneho zvárania rúr je uvedený vo videu:
Prírodné pečate
Juta a kúdeľ sa používajú v spojení so silikónovými sanitárnymi tmelmi. Niť je očistená od nečistôt a hrdze, potiahnutá tmelom, tmel je stočený do nite a navinutý v smere hodinových ručičiek v jednej rovine s vrcholom nite. Pri navíjaní je tesnenie napnuté silou 0,5-1 kg.
Po navinutí opatrne natrite tmelom a spojte. V priebehu 5-8 minút, kým nie je proces polymerizácie dokončený, je potrebné skontrolovať a v prípade potreby dotiahnuť spojenie. Utiahnutie matice po vytvrdnutí tmelu bude mať za následok netesnosť.

V obchodoch sa predáva hotová inštalatérska niť z ľanu na utesnenie rúrok. Nie je potrebné ho krútiť. Pred zakúpením nite si na obale prečítajte, z čoho je vyrobená a či obsahuje silikónové alebo akrylové tmely. Ak sa jedná o fluoroplastickú niť, je nežiaduce ju používať na poškodené závitové spoje, ak je to zelenina bez tmelu, potom si kúpte samostatný sanitárny tmel.
Majitelia bytov a domov sa pýtajú: „Ktorý závit je najlepší pre potrubie?“, Z čoho vyplýva značka. Na čo profesionálny inštalatér odpovie: „Lepšia niť, ktorá bola zručne navinutá.“
Ak je závit viac alebo menej, ako je potrebné, alebo ak nie je navinutý pozdĺž závitu, dôjde k netesnosti spoja. Nenavíjajte ho „s rezervou“, naviňte ho toľko, koľko je potrebné, a nezabudnite na tmel.
Druhy tesniacich pások
Tento materiál sa vyrába vo forme navíjania na cievke dlhej až 10 metrov. Úspešne sa používa na navíjanie rúrkových závitov v tlakových systémoch vrátane vodoinštalácie, plynu a kúrenia.
Jeho účelom v kĺboch je deformovateľné plnivo, ktoré slúži ako mazivo pre nite a prispieva k zvýšeniu tesnosti. Táto pečať je k dispozícii v 3 typoch:
- typ 1 - na použitie v potrubných systémoch na prepravu agresívnych kvapalín sa používa s použitím čistenej vazelíny;
- typ 2 - na čerpanie silných oxidantov, ktorý zakazuje použitie ďalšieho tmelu vo forme olejov;
- typ 3 - používaný na prepravu relatívne čistých kvapalín a plynov, použitie mazív je vylúčené.

Druhy plynových potrubí
V poslednej dobe by otázka typov plynovodov na splyňovanie nebola, pretože boli vyrobené z jedného jediného materiálu - ocele. A je to, žiadna alternatíva ani voľba. Ale doba plynie, technológie nezostávajú stáť a teraz oceľ pomaly nahrádza polymér. Špeciálny polyetylén, ktorý sa vyrába za nízkeho tlaku, má zodpovedajúco vysokú hustotu.
Polyetylén má navyše množstvo závideniahodných výhod, navyše z hľadiska bezpečnosti používania.
HDPE plynové potrubia ani pri teplotných zmenách nehrdzavejú, nekorodujú a nepraskajú. Pre plyn je takáto stabilita veľmi dôležitá, pretože sa musí udržiavať konštantný tlak a mikrotrhlina je plná nebezpečného úniku.
Polyetylén nereaguje chemicky a zostáva neutrálny voči kvapalinám a plynom. Vďaka svojej pevnosti a pružnosti je možné materiál namontovať aj pri mínusových teplotách a nestrácať tak pevnosť a svoju vodivú schopnosť až do -45 stupňov. Okrem toho nejde o vodič elektrického prúdu, preto nepodlieha elektrochemickému ničeniu.
A ďalšou výhodou je nízka hmotnosť a ľahké pripojenie, čo zvyšuje jeho popularitu.
Tu by sa však mali brať do úvahy nasledujúce dôležité podrobnosti. Plynové potrubia do domov sú uložené výhradne z ocele, v bytoch sa používa polyetylén.
Tesnenie závitu pomocou závitu.

Pre tých, ktorí sú príliš leniví na to, aby ľan stočili do zväzkov a potom ho natreli pastou, prišli s tesniacou niťou. Niť môže byť vyrobená z rôznych materiálov:
- Polyamid - určený pre tlak 16 atmosfér na vodu a 8 atmosfér na plyn, má hornú hranicu teploty 130 ° C.
- Fluoroplast - má rovnaké vlastnosti ako páska FUM, ale zvyčajne stojí viac.
Výrobcovia mazajú závit špeciálnym mazivom, ktorého zloženie nezverejňujú. Podľa mňa je PTFE niť kvalitnejšia a odporúčam vám ju aj napriek tomu, že je drahšia ako polyamidová niť. Ak chcete vedieť, ako správne navinúť niť, pozrite si nasledujúce video: